– Proceso que tiene como objetivo eliminar material sobrante de una pieza metálica, desbastando o arrancando pequeñas virutas con ayuda de una lima, hasta dejar una forma adecuada a lo que se necesita.
– Consiste en trabajar caras planas o curvas por medio de las limas hasta conseguir dejar las caras planas, paralelas y a escuadra con las medidas indicadas y el grado de acabado establecido en los planos de las piezas.
Esta operación se realiza con la herramienta denominada lima.

4.1.- LIMA Y TIPOS DE LIMAS:
– Herramienta fabricada en acero templado, lo que le da una gran dureza, a la misma
vez que cierta fragilidad.
Las partes que forma una lima son:· Cabeza.
· Cuerpo.
· Talón.
· Cola o espiga: que se introduce a presión dentro de un mango de plástico o madera
para facilitar la sujeción.

Planas: Para trabajos sobre superficies planas.
Cuadradas: para superficies planas, interiores y exteriores y sobre superficies con
perfiles a 90º.
Cuchillo: par el acabado de esquinas y ángulos menores de 60º.Redonda: para superficies redondas y cóncavas.
Media cuña: para superficies planas y cóncavas.
De relojero o de cola de ratón: son limas de distintas formas y de tamaño muy
pequeño que se utilizan para conseguir buenos acabados.

Clasificación de las limas según su picado:
Por el grado de corte:
· Bastas: tienen los dientes muy espaciados y son adecuadas cuando se tiene que
cortar gran cantidad de material (tiene de 8 a 10 dientes/cm2).
· Semifinas: con el espaciado medio entre dientes para una eliminación mediana ( de 12 a 18 dientes/cm2).· Finas: con espacios reducidos entre dientes para un acabado fino (tiene de 20 a 30 dientes/cm2).
· Picado sencillo: disponen de tallas paralelas con respecto a uno de los bordes con
inclinación de 60º a 75º. Están indicadas para el limado de materiales blandos.

· Picado doble: disponen de dos tallas, una situada con una inclinación de 40º a 45º
con respecto a uno de los bordes, y la otra con una inclinación de 70º a 80º con
respecto al borde opuesto de tal forma que ambas tallas quedan cruzadas
transversalmente. Este tipo de limas están indicadas especialmente para el limado
de metales duros.
- PROCESOS DE LIMADO:
– El limado es una operación que sólo se llega a dominar mediante la práctica de un ejercicio continuado.
– El tronco puede moverse ligeramente, al movimiento de vaivén de la lima, en los trabajos de desbaste, más, por el contrario, en los trabajos de afinado o en los que se realizan con limas pequeñas, el tronco debe permanecer inmóvil. La lima se agarra con la mano derecha, haciendo que el mango se apoye en el centro de la mano, el dedo pulgar se sitúa por encima y los otros dedos rodean al mango por debajo. La mano izquierda se apoya en el extremo de la lima. Pero hay que tener en cuenta que la presión ejercida por los brazos será menor al aumentar el brazo de palanca, para evitar el balanceo y que la superficie de la pieza quede convexa.
LIMADO DE SUPERFICIES:
-Superficies Planas:
Es preciso trabajar cruzando los trazos o ralladuras, impresas por los dientes de la lima. Así se consigue limar dos veces por la parte central de la superficie y una
sola vez por las esquinas. Además, para la planitud de una superficie se recomienda utilizar la cara convexa o abombada de la lima.
-SUPERFICIES CÓNCAVAS:
Para limar superficies cóncavas, es necesario elegir la lima de mediacaña, logrando que su cara redondeada se adapte, lo más posible, a la superficie interior a limar.
SUPERFICIES CONVEXAS:
– Las caras redondeadas se liman siguiendo el trazado, perpendicularmente a la pieza. Para obtener la cara alisada y su forma, se describen movimientos circulares con la lima plana fina.
2.Trazado:
-Es la operación que consiste en marcar sobre la superficie exterior de una pieza semi-trabajada, las líneas que limitan las partes que deben de ajustarse para darles la forma y medidas estipuladas en los planos o croquis de la pieza que ha de realizarse.

Puntas de señalar, llamadas comúnmente puntas de trazar o marcar, es una varilla de acero delgado que termina en una punta recta y otra doblada unos 90º, ambos afilados en forma aguda, endurecidas por un pequeño temple. Se los utiliza para señalar o marcar sobre toda clase de materiales.
Granete o punta de marcar, es una varilla de acero de unos 18 o 20 cms de largo, similar al corta hierro, con la diferencia que su boca o filo es un cono de unos 60º o 70º. Se lo utiliza para marcar centros , identificación de un trazado mecánico, facilita la iniciación de un agujereado con mechas evitando la desviación de las mismas.

Gramil, es un instrumento compuesto de una base torneada o cepillada, en la cual va sujeta una varilla fija u orientable. Por ella corre un deslizador con tornillo donde se fija una punta con la extremidad doblada. Se emplea para el trazado, especialmente, pero sirve muy bien para comprobar el paralelismo de piezas. Para esto, después de haber aplanado cuidadosamente la primera cara de la pieza, se apoya sobre el mármol, y se hace deslizar la punta del gramil sobre la cara opuesta. Entonces, por el ruido que hace la punta al resbalar, se puede apreciar la diferencia del paralelismo. La habilidad para comprobar con este sistema, lo mismo que con el compás de espesor, consiste en habituarse a percibir la presión de la punta sobre la pieza, es decir, en tener tacto.
Comparadores, llamados también amplificadores de aguja, sirven para la comparación de unas medidas con otras. No nos dan directamente la medida de una magnitud cualquiera, sino la diferencia con otra, conocida o desconocida, y esto se logra observando el movimiento de un palpador que se apoya sucesivamente en las dos piezas que se han de comprobar, o bien en dos puntos distintos de la misma pieza. Constan de un eje cilíndrico que, deslizándose suavemente y sin juego entre una guía de bronce, por medio de un mecanismo interior hace girar una aguja alrededor de un cuadrante dividido en 100 partes.
3.Bruñido
Proceso mediante el cual un accesorio de corte, alojado en la herramienta de bruñido rota sobre la superficie sobre la que vamos a trabajar, a velocidades relativamene bajas y a presiones de contacto comparables al rectificado.
– Este proceso es llevado a cabo por una o más piedras de bruñido que giran horizontalmene mediante un movimiento helicoidal dentro de la pieza a trabajar.
– El proceso se basa principalmente en el acabado de orificios después de perforar, escariar… aunque no es necesario que todos los orificios sean mecanizados antes del bruñido, muchos componentes de carburo de tungsteno y cerámico son bruñidos directamente desde su estado sinterizado y los tubos de acero se bruñen a menudo tal y como se reciben de la planta.
– Un requisito del proceso es que ya sea la herramienta de bruñido o la pieza como la que vamos a trabajar ha de estar en un estado flotante alineado con el eje axial. De otra manera la concentricidad no podrá ser generada por el bruñido aunque estas condiciones se mantengan en el orificio que ha sido correctamente posicionado por el proceso de mecanización anterior. Por este motivo, el bruñido se hace normalmente en etapas primarias de la fabricación del producto para producir una ubicación de referencia para posteriores fases de mecanizado.
– Las piedras de bruñido están fabricadas con un abrasivo desde óxido de aluminio o carburo de silicio con diferentes granos, el cual se mezcla con un agente de unión para después ser moldeado con la medida necesaria. Si cambiamos el tamaño del grano y la dureza del agente de unión produce una amplia gama de piedras que serán untilizadas en el proceso de bruñido.
4.Taladrado:
Proceso que realiza un corte mediante una broca al hacerla girar, arrancando viruta y realizando un orifico ciego, pasante, cónico,de distintos diámetros. La herramienta empleada es la broca y la máquina que la hace girar es una taladradora.
– Para taladrar primeramente debemos realizar un graneteado para que la broca esté centrada durante el corte y no cabecee. Importante es el lubricar con taladrina la broca durante el corte para al menos prolongar su eficacia.
– La operación de taladrar se puede hacer con un taladro portátil, con una máquina taladradora, en un torno, en una fresadora, en un centro de mecanizado CNC o en una mandrinadora.


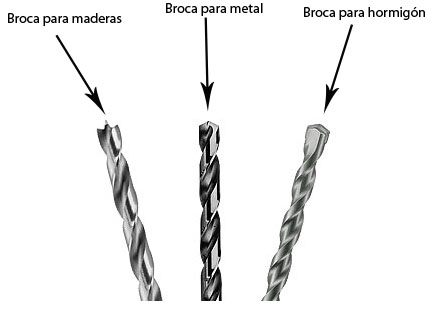
Broca:
Herramienta de corte que tiene generalmente dos filos y está hecha de acero rápido (metales). Forma un cilindro que tiene dos hélices practicadas en este terminando en sus filos. Generalmente los filos y hélices van en sentido a derechas (aunque también hay brocas a izquierdas).
. La sujección a la taladradora se hace a través de su mango o cola si es cilíndrico se puede agarrar con un cabezal portabrocas.
.Si es cónica se emplea para su sujección un cono morse al cual se adapta (hay que asegurarlo encajando bien la broca en el hueco).


5.Torneado:
Proceso de mecanizado realizado con un torno (maquina-herramienta para tornear) en el cual la pieza o barra gira y mediante herramientas acopladas se pueden realizar distintas operaciones de mecanizado, tales como, cilindrado sobre el eje o interiores, roscados, agujeros, ranuras o distintas formas.
– Para efectuar el torneado los tornos disponen de portaherramientas adecuados para fijar las herramientas adecuadamente, que permiten realizar las operaciones de torneado que cada pieza requiera, como los porta-brocas, para la realización de agujeros mediante brocas, o las torretas para la fijación de las herramienta es de acero rápido, o plaquita de metal duro.


6.Roscado:
Consiste en tallar una rosca sobre la superficie de un cilindro (tornillo) o las paredes interiores de un taladro (tuerca).


Una rosca es una configuración de trayectoria helicoidal elaborada en un cuerpo de revolución, generalmente cilíndrico.
– Su uso se basa como elementos de fijación o sujección de uniones amovibles (tornillos,tuercas,varillas roscadas,tirafondos,espárragos,etc) y como sistemas transformadores de movimiento.
– Dependiendo de si la ejecución de la rosca es en la parte interior o exterior de la superficie de la pieza,se obtienen roscas interiores (tuercas) o exteriores (tornillos).
Características de las roscas;
– Paso: Es la distancia que hay entre dos filetes consecutivos. Los pasos de rosca están normalizados de acuerdo al sistema de rosca que se aplique.
– Diámetro exterior de la rosca: Es el diámetro exterior del tornillo. También están normalizados de acuerdo al sistema de rosca que se utilice.
– Diámetro interior o de fondo: Diámetro menor de la rosca.
– Diámetro de flanco o medio: Es la superficie del filete que une la cresta con la raíz.
– Ángulo de la hélice de la rosca: Es roscar a derechas, cuando para introducir el tornillo giramos en sentido horario y rosca a izquierdas cuando giramos el tonillo en sentido anti horario.

MECANIZADO MANUAL Y MEDIANTE HERRAMIENTAS ELÉCTRICAS:
El mecanizado manual es aquel proceso en el cual con la ayuda de una herramienta manual se consigue realizar piezas y determinadas operaciones con ellas.
Para ello se utilizan procesos y herramientas como el serrado, limado, burilado,cincelado, roscado,etc.
Con este proceso se consigue una mayor calidad de acabado de las piezas y un menor consumo de materiales.
Este proceso permite obtener piezas mediante deformación( realizado principalmente a base de forjado con martillo), y mediante el arranque de viruta ( limado,roscado,serrado…).
El mecanizado con herramientas eléctricas es aquel en el cual con la ayuda de una máquina se consigue realizar piezas y diversas operaciones con ellas.
Estos tienen la función de hacer trabajos sustitutivos de las herramientas manuales en las operaciones de dar forma a los materiales.
Máquinas herramientas que trabajan por arranque de material:
Cizalla
Tijera.
Guillotina.
Tornos.
Fresadoras.
Taladros.
Roscadoras.
cepilladoras, limadoras y mortajas.
Máquinas de serrar y tronzadoras.
Pulidoras, esmeriladoras y rebarbadoras.
Máquinas herramientas que trabajan por deformación:
Prensas mecánicas, hidráulicas y neumáticas.
Máquinas para forjar.
Máquinas para el trabajo de chapas y bandas.
Máquinas para el trabajo de barras y perfiles.
Máquinas para el trabajo de tubos.
Máquinas para el trabajo del alambre.
Máquinas para fabricar bulones, tornillos, tuercas y remaches.
Tipos de Mecanizado:
Mecanizado por arranque de viruta:
* Proceso por el cual el material es arrancado o cortado con una herramienta dando lugar a viruta.
* La herramienta generalmente consta de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada.
* En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión) o de acabado (eliminación de poco material con mucha precisión, para dejar terminada la pieza).
* Sin embargo, tiene una limitación física,es decir, no se puede eliminar todo el poco material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.
– Mecanizado por abrasión:
* Proceso por el cual se elimina el material desgastando la pieza en pequeñas cantidades, desprendiendo partículas de material, en muchos casos, incandescente.
* Este proceso se realiza por la acción de una herramienta característica, la muela abrasiva. Para ello la muela está formada por partículas de material abrasivo muy duro unidas por un aglutinante, que elimina material rayando la superficie de la pieza.
* La precisión que se puede obtener por abrasión y el acabado superficial son muy grandes pero los tiempos productivos también son muy prolongados.
– Mecanizado sin arranque de viruta:
* Proceso por el cual se remueve el exceso de un material mediante diversas técnicas que incluyen energía mecánica, térmica, eléctrica o química.
* En este proceso se realizan las operaciones de forjado, laminado ( frío y caliente), estirado, sinterizado, estampado ( caliente y frío), trefilado, fundición, extrusión, embutición, etc.
CORTE:
Proceso por el cual una cuña con dos superficies planas delimitan un ángulo diedro. La arista común es la arista de corte principal o filo. Es la línea donde se produce el corte principal de la pieza en cuanto hay un avance longitudinal, es decir frontal a la pieza.
La superficie de incidencia principal es la cara de la cuña que queda frente a la superficie trabajada de la pieza en corte frontal. La superficie de desprendimiento o de ataque es la otra cara de la cuña, por donde la viruta que se forma al producirse el corte se desprende de la pieza. Generalmente la viruta desliza por esta superficie antes de desprenderse.
Cuando se produce un avance transversal el contacto se genera en el lateral de la pieza de corte con lo que tenemos la arista de corte secundaria o contrafilo.
La geometría de las herramientas de corte se puede describir por medio de diferentes ángulos: Si consideramos la normal y la tangente a la pieza obtenemos un ángulo recto. Dentro de este ángulo esta herramienta.
El ángulo de la cuña ,herramienta , recibe el nombre de ángulo de filo o de hoja, y se denota por β. El ángulo que queda entre la superficie de incidencia principal y la tangente a la pieza recibe el nombre de ángulo de incidencia y se denota por α. Y el ángulo de queda entre la superficie de desprendimiento recibe el nombre de ángulo de desprendimiento o de ataque y se denota por γ.
La herramienta debe elegirse de acuerdo con el material a mecanizar, con una geometría de corte específico que forme una cuña de corte apropiada. Esto asegura, junto con la correcta velocidad de corte el flujo óptimo de viruta y por lo tanto el mecanizado rentable de la pieza de trabajo con la calidad óptima, o requerida, de la superficie.
TALADRADORA:
Es una máquina-herramienta donde el movimiento
de corte, que es circular, corresponde a la herramienta
(broca).
El movimiento de avance, que es rectilíneo, también
corresponde a la herramienta.
La pieza, se mantiene en reposo sobre la mesa de la
taladradora.
Esta máquina es adecuada para efectuar agujeros
(taladros) cilíndricos en piezas macizas o agrandar agujeros
ya existentes, obtenidos bien por taladrados anteriores o por
otros procedimientos (forja, fundición, etc.).

7.Serrado:
La sierra es una herramienta con el filo dentado que sirve para cortar materiales y se maneja a mano o maquina.
El serrado es el proceso mecánico que se realiza para cortar todo tipo de metales, plásticos técnicos, etc. La sierra de cinta o sierra sin fin, sustituye prácticamente el uso de la sierra de movimiento alternativo. Este proceso es necesario para obtener la longitud deseada para después seguir con el proceso de mecanizado.
La sierra de cinta consiste en una hoja de metal dentada altamente flexible que es cortada y soldada de acuerdo al diámetro de los volantes de la máquina-herramienta en la que va a ser usada, produciendo el corte por deslizamiento continuo sobre la pieza a cortar.

